
We Master Heat ! | 200 ~ 2200℃
 |
| Place of Origin: | China |
| Brand Name: | Brother Furnace |
| Certification: | CE |
| Model Number: | BR-RLL |
| Minimum Order Quantity: | 1 Set |
|---|---|
| Price: | Negotiation |
| Packaging Details: | Strong wooden box for global shipping |
| Delivery Time: | 30-50 Working days |
| Payment Terms: | L/C, T/T, Western Union |
| Supply Ability: | 200 Sets per month |
| Max Vacuum: | 0.006 Pa | MAX. TEMPERATURE: | 1700℃ |
|---|---|---|---|
| Capacity: | 100 Kgs | Frequency: | 1500 ~ 4000HZ |
| Heating Element: | Copper Tube Induction Heater | Observation Window: | Yes |
| Feeder: | Alloy Feeder | TEMPERATURE CONTROL: | PLC |
| Furnace Type: | Vacuum Induction Skull Melting Furnaces | ||
| High Light: | Vacuum Induction Skull Melting Furnaces,Melting Casting Vacuum Induction Furnaces,Refractory Vacuum Induction Furnaces |
||
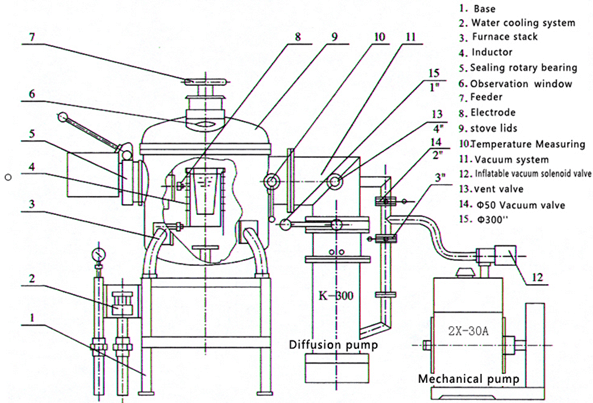
Brother's Induction Skull Melting Furnaces for melting & casting of refractory adopts the theory of medium frequency induction heating and builds a high vacuum system so that the metal could be melted under a high vacuum situation. This furnace is widely used in many kinds of research and production, such as nickel and special steel, precision alloy, activity metal, high-temperature alloy, magnet material, etc. Also suitable for the vacuum precision cast of small parts.


Technical Specifications of Vacuum Induction Skull Melting Furnaces:
Technical Specifications |
|||||
| Crucible effective volume | 4L | ||||
| Crucible effective capacity (Steel) | 20kgs | ||||
| Max temperature | 1700 ℃ | ||||
| Max melting vacuum | ● 7×10-3Pa ● Vacuum time: open diffusion pump when preheating is complete, then up to 7×10-3Pa in 30 minutes. |
||||
| Rated power | 60KW | ||||
| Rated voltage | 375V | ||||
| Power frequency | 50HZ | ||||
| Rated frequency | 1500~2500HZ | ||||
| Heat element | Induction copper coil | ||||
| Vacuum system | ● 70L/s Double stage Rotary vane mechanical pump ● Dia.300mm diffusion pump, Max. pumping speed: 5000L/s ● Dia.300mm diffusion pump clod trap, effective cooling cycle for pump oil ● Dia.300mm diffusion pump flapper valve + Dia.80mm former pump flapper valve ● Stainless pipe + stainless bellows |
||||
Vacuum Induction Skull Melting Furnace Structure |
|||||
 |
|||||
| Vacuum furnace shell | ● Double layer water-cooling arched furnace cover. Equipped with two tension springs, used to balance the weight. You can open the cover easily. When it’s locking, two tension springs can also provide furnace cover airtight pressure to ensure good sealing. | ||||
 |
● Electrodes mounted on Sealed bearing, when needed tilting crucible, worker can operate the handle to pour the liquid steel. | ||||
| Alloy feeder | ● Alloy feeder is located in the center of the cover. Inside the feeder is divided into six cubicles (material of one cubicle is placed in the tipping bucket), the material can be fed into the crucible in the vacuum or protective gas.
● When turning the feeder hand wheel every 60 degrees, there is one cubicle material fall into the tipping bucket inside the furnace cover. ● Feeding tipping bucket is equipped with damping plate to prevent materials falls too quickly. When in use, gently shake the joystick (outside the furnace cover), you can control the speed and quantity of the material fall into the crucible |
||||
 |
● The furnace cover is equipped with an observation window, easy to observe the performance of the furnace.
● Active shutter is installed on the observation window, preventing glass from burning broken and getting dirty by steam accumulation of metal. ● Shutter moves away shortly only when observing, controlled by the handle outside the furnace cover. |
||||
 |
● Induction heater consists of a rectangular copper tube, through the two mating nut fixed on the electrode, easy to disassemble.
● Pre-sintering moulding crucible can be placed inside. ● In front of the sensor, at the bottom of the furnace shell (where place the ingot mould), there is a circular pipe. On the pipe, there is a circular shelf to place ingot mould. Normally, ingot mould is placed on this shelf. When you need to cast the slender ingot, the ingot mould will be high, you can remove the shelf and put the ingot mould into the circular pipe, place it on the water-cooling cover. If you have some special needs, you can replace the water-cooling cover into a suitable water-cooling ingot mould room. |
||||
| Temperature measuring | On right side of the furnace exhaust pipe fitted with a temperature measuring device. When you need to measure temperature, just pull up the spring latch, turn the handle, the thermocouple tip will insert in the liquid metal. Quartz protecting tube for thermocouple prepared by the user. | ||||
| Medium frequency power supply and Water-cooling | ● The medium frequency current of furnace was sent to inductor through the outside bus-tie and water-cooled medium frequency cable. Cooling water of medium frequency cable was directed by control valve on the furnace base. | ||||
| Vacuum system | ● The vacuum system has a 0-0.1Mpa pressure gauge, to check the rough vacuum and negative pressure of protective atmosphere. | ||||
Melting process |
|||||
| Step 1. Feeding | ● The materials must be carefully cleaned, removed surface contamination, oil, etc. and baked to remove moisture.
● Some complex recycling materials must be cut off and removed surface scale, non-metallic materials, etc. ● When feeding, you need to make sure the materials at the top of crucible is looser than the bottom. Use small piece of material to fill the gap. Place more regular shape material at the top to avoid scaffold bridging during the melting. In the direction of tapping hole can amass some granular materials. ● Feeding movements should be light to avoid crucible damage and slags in the metallic liquid. |
||||
| Step 2. Vacuum pumping | When the vacuum of 2-stage rotary pump is 15Pa and diffusion pump have been heated for about 50 minutes, now you can close 2-stage rotary pump valve, open diffusion pump valve, vacuum the furnace to the required high vacuum. | ||||
| Step 3. Melting | ● The max power of furnace is subject to the medium frequency voltage and max current. | ||||
| Step 4. Refining | ● It’s easy to cause sputtering when some alloy drop into the crucible. You need to pay attention to the speed of alloy’s adding. It can’t be too fast. Sometimes, you need to lower the power, make the liquid surface a bit harder, then adding the alloy to reduce sputtering. | ||||
| Step 5. Casting | When refining complete, no need to cut off the power, tilt crucible to pour metallic liquid into ingot mould. Notice, do not pour it out of the ingot mould. | ||||
Maintenance |
|||||
| Cooling water | ● When stop using the furnace for a while, you need to use compressed air to blow out the remained water to prevent corrosion and extent service life. | ||||
| Vacuum system | ● Replace the oil of diffusion pump and 2-stage rotary pump regularly. Add diffusion pump oil as lubricating oil to the seal parts regularly.
● Pay attention to the heater of diffusion pump regularly. You can check if the heating wire is broken by measuring current. ● When vacuuming steam-containing gas, you should open the gas ballast valve on the 2 stage rotary pump, or it will contaminate the oil in 2 stage rotary pump and lower the max vacuum. |
||||
| Furnace | ● When stop using the furnace, you should clean the furnace inside and outside and vacuum it. | ||||
| Model | Capacity | Max.temp | Frequency | Voltage | Power | Ultimate vacuum | Cooling water |
| BR-RLL-10 | 10kgs | 1700℃ | 4000HZ | 220V | 35KW | 6x10-3Pa | 1.5m3/H |
| BR-RLL-25 | 25kgs | 1700℃ | 2500HZ | 250V | 50KW | 6x10-3Pa | 2.5m3/H |
| BR-RLL-50 | 50kgs | 1700℃ | 2500HZ | 300V | 100KW | 6x10-3Pa | 10m3/H |
| BR-RLL-100 | 100kgs | 1700℃ | 2000HZ | 300V | 160W | 6x10-3Pa | 10m3/H |
| BR-RLL-150 | 150kgs | 1700℃ | 2000HZ | 320V | 175KW | 6x10-3Pa | 10m3/H |
| BR-RLL-200 | 200kgs | 1700℃ | 1500HZ | 350V | 200KW | 6x10-3Pa | 10m3/H |
Why Us?
Manufacturer with 10+ years' experience
Customers from more than 30 countries choose us
Best service, Fast response
Contact us Now to get a quote for Vacuum Induction Skull Melting Furnaces.
Contact Person: li
Tel: +8613526693072










